聯系人:楊總
聯系電話:13958245306
網址: www.chengdeshushi.cn
聯系地址:浙江省慈溪市坎墩街道三四灶村興鎮街307號
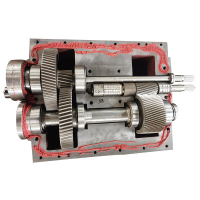
雙螺桿擠出造粒機的螺桿和機筒選用“積木式”設計方案。螺桿由設定在芯棒上的多個元器件構成,如螺桿元器件、預塑塊、齒型拌和盤、平墊圈等。機筒也由不一樣的機筒段構成(全封閉式、帶出氣口、帶進料口).依據特殊原材料、秘方的標準和所制取混合物質的特性,根據科學合理組成,將不一樣種類和數目的螺桿元器件和機筒元器件先后組成,進行設置的混和每日任務。
今日我想和大伙兒分享一下雙螺桿擠出造粒機發生丟步狀況的緣故及解決方案:
1、外界雜物的緣故
(1)應檢查設備在拌和和倒料階段的盲區是不是清理干凈,是不是有殘渣滲入。
(2)提升濾網數和塊數。
(3)盡量避免添加邊料或人力篩選邊料去除殘渣。
(4)盡可能遮住很有可能落下來碎渣的孔眼(實芯罩或防塵蓋)。
2、二手雙螺桿造粒機內部結構殘渣產生的原因
主要原因是加工工藝或機器設備導致的炭化比較嚴重,將炭化的原材料弄出熱軋帶鋼,造成熱軋帶鋼在制動功效下破裂。
3、原材料塑化欠佳
(1)秘方管理體系中的低熔點添加物(包含EBS或PETS等)在螺桿剪切力弱或螺桿與機筒空隙擴大、剪切力降低的前提下,會導致塑化欠佳、丟步弱。
(2)擠出溫度過低或螺桿剪切力過弱,原材料未充足塑化,發生包塊,在制動功效下導致非晶帶材破裂。
4、原料物理特性的不同或轉變
(1)共混成分的黏度轉變:針對同一種原材料,假如MFR減少,強度、彎曲剛度和空缺增大,則有很有可能批料的相對分子質量比以前大,造成黏度提升。在較高的生產加工環境溫度和加工工藝的直接影響下,導致塑化欠佳。這時候可以通過提升擠出環境溫度或降低服務器螺桿轉速比來處理。
(2)同樣氣溫下共混成分的流通性差別很大,因為流通性不匹配或不完全相溶(包含物理學纏結和化學變化),這在理論上稱之為“相分離”。“相分離”一般不會產生在共混擠出中,更多的產生在注塑加工過程中,但如果MFR差別太大,在螺桿剪切力相對性較差的前提下,可能會產生破裂。


浙公網安備 33028202000831號