聯系人:楊總
聯系電話:13958245306
網址: www.chengdeshushi.cn
聯系地址:浙江省慈溪市坎墩街道三四灶村興鎮街307號
1、單螺桿的原材料運輸高效率在于固態材料的磨擦特性和熔體的黏度。在雙螺 桿造 粒機中,原材料的運輸是靠正偏移的基本原理開展的,不容易造成工作壓力流回。
2、因為雙螺 桿制粒造粒機的螺桿長短較短,因而原材料在雙螺 桿造 粒機中停留的時間短,這一方面可防止收購料化學纖維熱溶解的產生,還可減少輸出功率耗費。
3、塑膠料經縱、橫著的剪截、混和,具備良好的均結合熔融實際效果。
4、雙螺 桿造粒 機具備良好的排氣管和自清潔作用。
5、雙 螺桿制粒造粒機的流率專業對口模工作壓力不比較敏感,用于擠壓大容量和總面積的產品較為合理。而單螺桿造粒機的流率專業對口模工作壓力特別敏感。
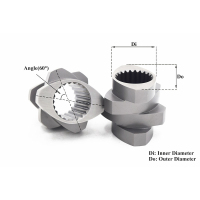
如何確定雙螺 桿造 粒機的直徑?
1、雙螺 桿造粒 機的規格型號是以螺桿直徑D來表示的,為了更好地合乎”三化”的規定(通用化、規范化和集成化),在我國造粒機的螺桿直徑早已通用化了。
2、現階段全球生產制造的成形造粒機螺桿直徑大多數在300mm下列,而用于制粒或混煉膠用的造粒機螺桿直徑大概在150-600mm中間,比較大的已達750mm。
3、大部分狀況下,螺桿直徑全是依據對該機組生產量的需要來明確,而生產量也是被該機組生產制造產品的規格型號所明確的。
4、如擠管機組、擠膜或擠板機組的效率Q可由相對應計算公式,別的機組皆可自主推論出對應的公式計算。
5、依據在我國造粒機規范的要求,造粒機的直徑各自為30、45、65、90、120、150、200、250和300mm。


浙公網安備 33028202000831號